气动单头胶针机_一马胶针机_效率高
2018-06-09
包装的过程千变万化,如何才能在包装时提高生产效率?...
包装的过程千变万化,如何才能在包装时提高生产效率?本文总结笔者数十年的包装经验,主要讲解如何利用胶针来改善绑扎包装效率的问题。
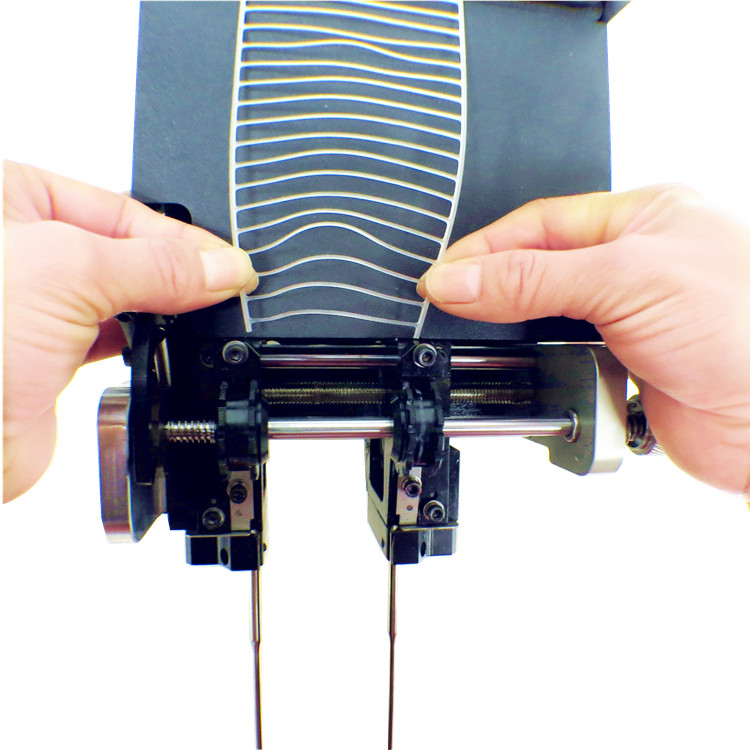
一、稳定的胶针机质量
稳定的胶针机是使用胶针顺畅与否的关键因素。因为,现在市面上一些塑料质地的胶针机,胶针机的质量都不够稳定。塑料的质地在使用一两年以后容易开裂,精度也不准。YIMA胶针机会采用精密制作的零配件设备,零配件的金属质地和精密机加技术保证了胶针机的准确度,稳定度、顺畅度符合要求。
胶针质量发生变化,便会“差之毫厘,谬以千里”。制作胶针的技术含量较高,对模具以及经验的要求也非常高,胶针的质量关乎打胶针过程的稳定性以及过机性能。
胶钉机有专门的工程师进行上门的培训工作。但总之,胶针的质量牵一发而动全身,选择好的胶针品牌非常重要。必须慎重选择和使用。
胶钉机有专门的工程师进行上门的培训工作。但总之,胶针的质量牵一发而动全身,选择好的胶针品牌非常重要。必须慎重选择和使用。

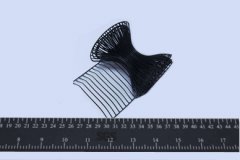
二、卓越的胶针稳定性能
胶针的柔韧性,特别是胶针的抗拉性能。有些厂家为了偷工减料后实行的水口料填充制造的胶钉,无论是手感,韧性和延展性都会大大的受影响。为了减低成本而在材料的源头上“做手脚”的工厂显然是目光短浅的厂家。
YIMA胶针一直采用进口特殊级拜耳聚氨酯原材料,始终坚持自身优化好的配方,从不会因为原材料今年的暴涨而“偷工减料”。
YIMA胶针一直采用进口特殊级拜耳聚氨酯原材料,始终坚持自身优化好的配方,从不会因为原材料今年的暴涨而“偷工减料”。
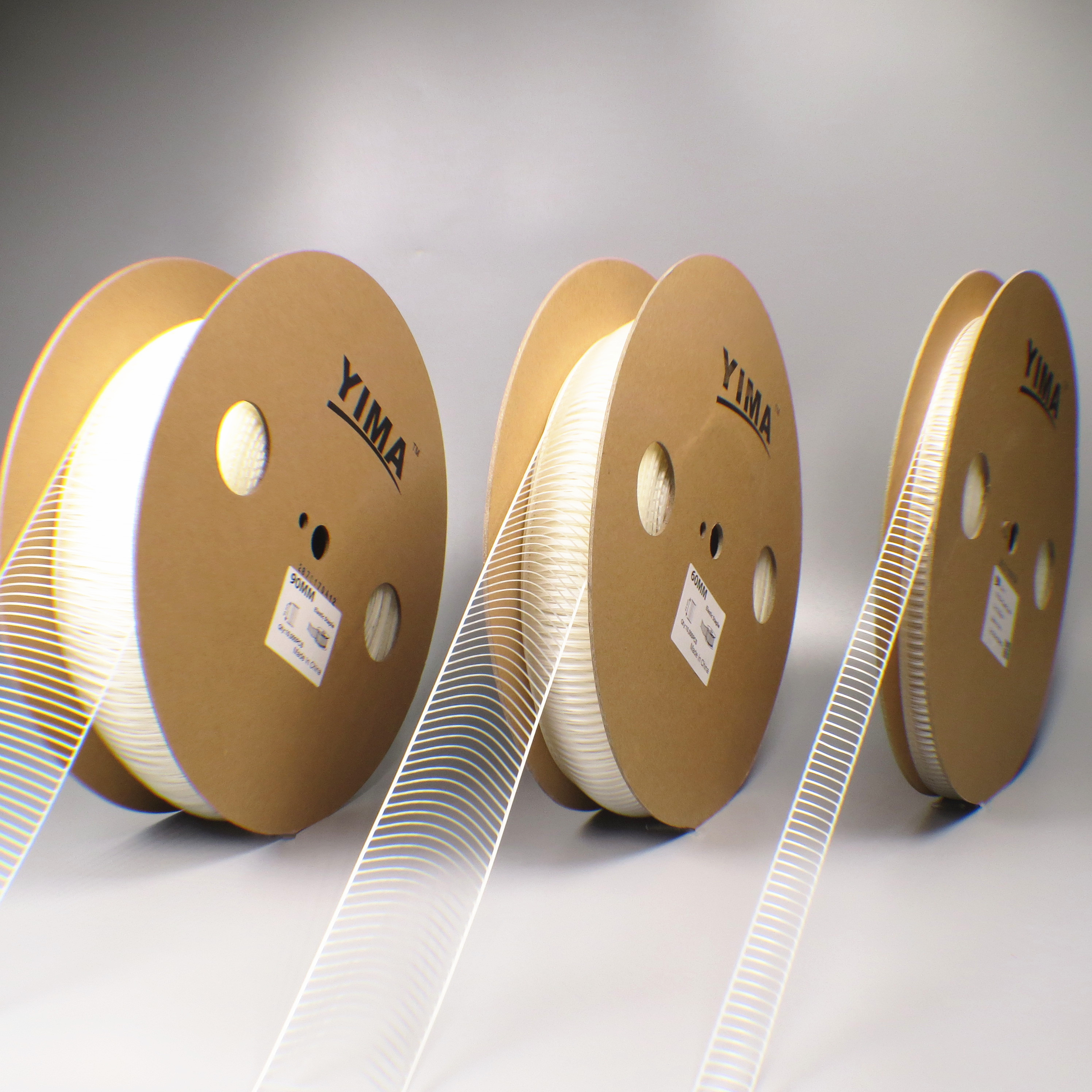
三、压力均衡,匀速拉伸
其实不同规格长度的胶针,都是后续拉伸机恒速恒力拉伸而得到的。拉伸机的速度和力量的均衡,是影响胶针间距以及长度公差的关键因素。拉伸机的控制条件有很多:比如拉伸机室内的温度、拉伸速率、电机速度、拉伸后的缩水率等等。
四、控制胶针颜色、施胶度、平滑度等指标
胶针颜色一般为聚氨酯本色。胶针在单头气动胶针机的机打作用下,将胶针钉入背卡材料,绑定产品。胶针的施胶度、平滑度指的是胶针的外观没有气泡、裂纹、平滑无毛刺等等。胶针的施胶度如果不均衡的话,也会影响胶针两边的厚薄不均等。胶针上如果有气泡和裂纹,打胶针的时候,瞬时力的发生容易使其断裂。

五、严格的打样标样管理制度
一般情况下,客户会交付一个产品,给出设计保证方案。我们就是将样板打好后,交给客户确认。
(1)尊重客户的原始标样,未经允许决不能随意改动
参考客户意见,根据产品和背卡材料上来考虑胶针的机打位置,绑定效果等等。
(2)妥善保管,防止丢失、损坏。
六、记录管理
记录不仅使产品实现追溯,工艺记录还可以使操作有章可循。根据ISO质量管理体系的要求,记录有很多种,要逐一对照文件的要求,但是真正指导生产操作和质量控制的项目却是基本固定的。每批胶针做完之后,都要详细记录胶针原材料配比、粘度指标、挤出温度、机速、操作注意事项、产品检验测量数据,有的还会附有客户意见等等,这些都是有利于质量改进和质量提高的法宝和财富。
制造胶针的过程千变万化,要做好胶针,仅仅做到以上几点是不够的,还要求我们的机组操作人员、检验人员、管理人员细致观察、精心调整,勤于总结和改进创新。